

新闻动态
News
联系人:阳先生
电 话:028-87786687
传 真:028-61333433
邮 箱:timmeyang@qq.com
电 话:028-87786687
传 真:028-61333433
邮 箱:timmeyang@qq.com
地 址:四川省成都市金牛区蜀西路52号2栋-B座-1006
邮 编:610091
邮 编:610091
ISO模式(G291)下的车床换刀
发表时间:2016-03-16 15:50:21 浏览量: 来源:
ISO模式(G291)下的车床换刀(一)
1. 问题概述
很多用户习惯于使用ISO指令编程,故在使用西门子系统时,也会使用ISO指令的NC加工程序。SINUMERIK 828D可兼容ISO指令(注意SINUMERIK 828D所兼容的为标准ISO指令,而非完全等同于其他系统的指令),即在程序中添加G291使西门子系统能识别相应的G代码。本文将介绍在车床中使用ISO指令进行换刀时要注意的问题。
2. 现象描述
当车床使用ISO程序进行换刀时,系统不执行换刀,直接执行下一句程序(无任何报警或提示信息)。程序和刀具清单如下图:

图1 使用G291的换刀程序
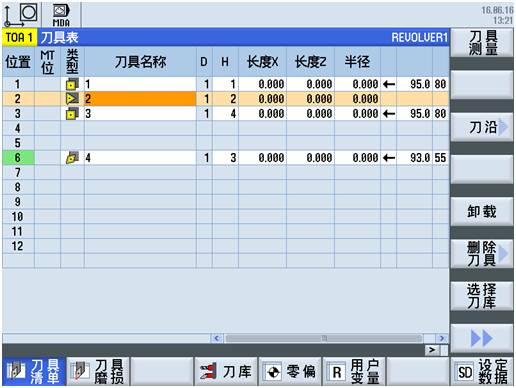
图2 刀具清单
当程序执行到M3S200这一行时(T01已被执行),但无换刀动作,且无任何报警或提示,当前生效的刀具还是之前的T2,如下图所示:
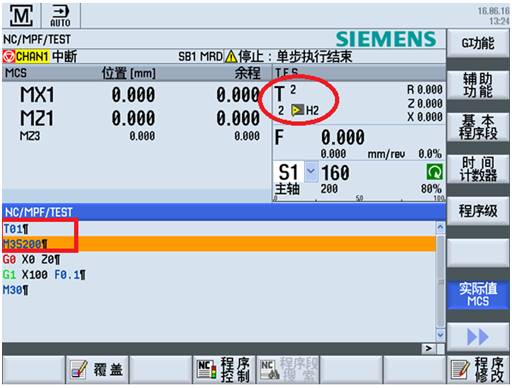
图3 使用G291时无换刀动作
3. 问题分析及解决
(1) 方法一,由于SINUMERIK 828D车床版系统默认参数MD10888=0,MD10889=2。即T后面的数字最后两位为刀补号,之前的数字为刀号。所以ISO格式的换刀指令格式应为Tmmnn或Tmnn,(其中mm为刀号,nn为刀沿号,通常情况下ISO模式的T指令编程格式为T后4位数字)。故从图1 中可看出G291后的换刀指令不符合要求,如果想要换1号刀并使1号刀补生效需按上述格式进行编程,即T0101或T101,如下图:
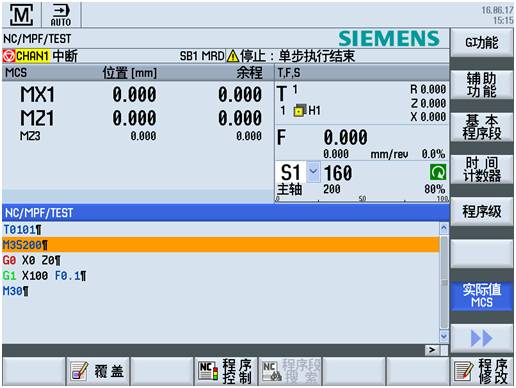
图4 ISO模式正确的T指令编程

图5 ISO模式Tmnn的编程格式
当G291后T指令编程正确后,换刀动作可正确执行。
(2)方法二,也可通过修改MD10890 bit0=1,使换刀编程格式变为Tn,(n为刀具号,使用此种方法必须使T号和H号一一对应,否则会有“17184”报警)。此时刀具的刀补号与刀具号相同,如下图:
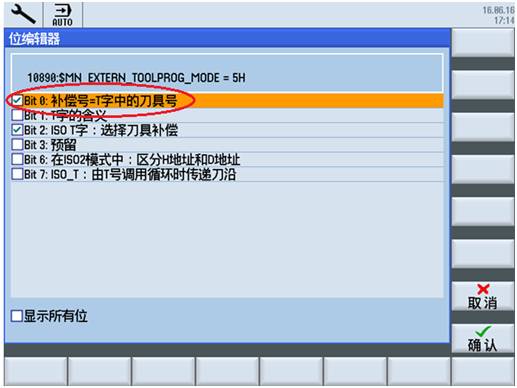
图6 修改参数使补偿号=刀具号
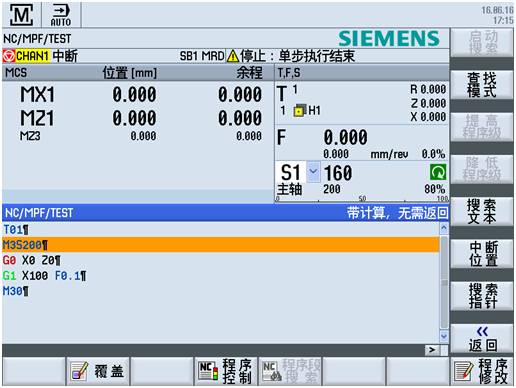
图7 使用Tn指令格式编程
当修改完参数后,系统能正常使用T01指令进行换刀,此时刀具号=刀补号。
1. 问题概述
很多用户习惯于使用ISO指令编程,故在使用西门子系统时,也会使用ISO指令的NC加工程序。SINUMERIK 828D可兼容ISO指令(注意SINUMERIK 828D所兼容的为标准ISO指令,而非完全等同于其他系统的指令),即在程序中添加G291使西门子系统能识别相应的G代码。本文将介绍在车床中使用ISO指令进行换刀时要注意的问题。
2. 现象描述
当车床使用ISO程序进行换刀时,系统不执行换刀,直接执行下一句程序(无任何报警或提示信息)。程序和刀具清单如下图:
图1 使用G291的换刀程序
图2 刀具清单
当程序执行到M3S200这一行时(T01已被执行),但无换刀动作,且无任何报警或提示,当前生效的刀具还是之前的T2,如下图所示:
图3 使用G291时无换刀动作
3. 问题分析及解决
(1) 方法一,由于SINUMERIK 828D车床版系统默认参数MD10888=0,MD10889=2。即T后面的数字最后两位为刀补号,之前的数字为刀号。所以ISO格式的换刀指令格式应为Tmmnn或Tmnn,(其中mm为刀号,nn为刀沿号,通常情况下ISO模式的T指令编程格式为T后4位数字)。故从图1 中可看出G291后的换刀指令不符合要求,如果想要换1号刀并使1号刀补生效需按上述格式进行编程,即T0101或T101,如下图:
图4 ISO模式正确的T指令编程
图5 ISO模式Tmnn的编程格式
当G291后T指令编程正确后,换刀动作可正确执行。
(2)方法二,也可通过修改MD10890 bit0=1,使换刀编程格式变为Tn,(n为刀具号,使用此种方法必须使T号和H号一一对应,否则会有“17184”报警)。此时刀具的刀补号与刀具号相同,如下图:
图6 修改参数使补偿号=刀具号
图7 使用Tn指令格式编程
当修改完参数后,系统能正常使用T01指令进行换刀,此时刀具号=刀补号。